Blanking behoort tot de gemeenschappelijke processen in het stempelen van verwerking. In het traditionele blanking productieproces moet de exploitant de spoel in een strook van plaatwerk gesneden en vervolgens handmatig het blad worden meegenomen bij een punch die is uitgerust met een enkele bokszak matrijs. In het proces van verwerking stampen, het productieproces is gecompliceerd, en het duurt een heleboel arbeid om plaatwerk stroken. Voor massaproductie, de traditionele single-punch blanking methode is inefficiënt en bovendien het plaatmateriaal wordt geproduceerd. In het proces van de strip, een grote hoeveelheid kladjes worden gegenereerd, die afval van de grondstoffen en kan niet voldoen aan de behoeften van de moderne verwerking en productie.
De popularisering van de feeder, heeft het probleem van lage productie-efficiëntie en grote materiële afval in de traditionele single-punch blanking proces fundamenteel opgelost. Nadat de feeder is gebruikt met de blanking niveau progressieve sterven van de bokszak machine, de voeding methode van het materiaal van de spoel wordt aangenomen, en de conventionele methode wordt geëlimineerd. Stampen en blanking moeten worden gesneden in reepjes van metaal, dat handiger om te opereren is, en vermijdt de verspilling van kladjes in dit proces. Vergeleken met de traditionele single-punch blanking sterven verwerking, kan de gesorteerde blanking verwerking worden verbeterd door 2.5. -6 keer de productie-efficiëntie, bespaart 10-20% van de grondstoffen, en omdat de grondstoffen voor de verwerking van de gesorteerde en blanken materialen zijn gemaakt van materiaal van de spoel, wanneer de punch-feeder en het blanking sterven samen worden gebruikt, is de automatische toevoer gerealiseerd, en het uitsnijden wordt uitgevoerd. Het mes wordt verwijderd van het afval en vergemakkelijkt de exploitant om te verzamelen het afval.
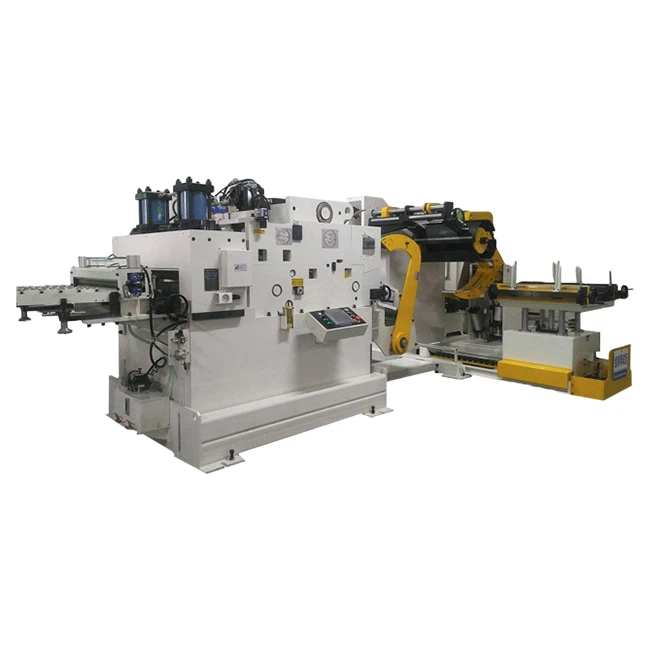
Feeder blanking productie
Beginsel van progressieve voederen en blanking-verwerkingstechnologie werken: in vergelijking met de traditionele één bokszak blanking dobbelsteen, het blanking progressieve sterven is uitgerust met een stop-sensor en een stop sensor stop sensor voor sensing het bovenste sterven beneden naar de stroomafwaarts vooraf ingestelde positie. Het stop signaal wordt verzonden naar de punch stoppen aflopende; de stop sensor wordt gebruikt om het gevoel van de opwaartse beweging van de bovenste schimmel aan de upstream vooraf ingestelde positie, een stop signaal afgeven aan de punch om te stoppen met de opwaartse beweging en tegelijkertijd een feed signaal afgeven aan de punch feeder voor het voederen. Waarin de lagere gids oppervlak van het bovenste sterven van het blanking progressieve sterven aankeek is verbonden met een innerlijke gids post, en een gat van de gids voor de opvang van de innerlijke gids post is gerangschikt op een positie die overeenkomt met de innerlijke gids post op het lagere sterven , en de spoel stoppen op een lager deel van het gat van de gids wordt vernietigd, het onderste deel van het gat is een neerwaartse vooraf ingestelde positie; het buitenoppervlak van het onderste oppervlak van de lagere schimmel vastgezet is verbonden met een buitenste gids post, en de positie die overeenkomt met de buitenste gids-post en de buitenste gids post is voorzien van een groef van de gids voor de opvang van de buitenste gids post. De anti-terugkeer sensor wordt vernietigd op het bovenste gedeelte van de groef van de gids en het bovenste gedeelte van de gids-groef is een upstream vooraf ingestelde positie.
De progressieve sterven is voorzien van een pluraliteit van blanking stoten en overeenkomstige blanking uitsparingen op het bovenste sterven en de lagere sterven respectievelijk, en in het bijzonder een pluraliteit van blanking materialen tegelijk kan worden geperforeerd op één vlak door middel van een equidistante voor- en achterzijde gespreid distributie. De verdeling van de stempelen onderdelen kan ervoor zorgen dat de druk tijdens het persen van de spoelen evenwichtig is, en het probleem van inconsistente vorm van de blanco's als gevolg van ongelijke kracht wordt voorkomen, waardoor ook de nauwkeurigheid van het voederen van de feeder.